Ultrazvučna tehnologija mjerenja debljine
1. Potrebe za litijbaterijaelektroda mjerenje neto premaza
Elektroda litijum baterije sastoji se od kolektora, premaza na površini A i B. Ujednačenost debljine premaza je ključni kontrolni parametar elektrode litijum baterije, koji ima kritičan uticaj na sigurnost, performanse i cijenu litijum baterije. Stoga postoje visoki zahtjevi za opremu za testiranje tokom procesa proizvodnje litijum baterija.
2. Metoda prenosa X-zraka susresti seinggranični kapacitet
Dacheng Precision je vodeći međunarodni dobavljač sistematskih rješenja za mjerenje elektroda. Sa više od 10 godina istraživanja i razvoja, posjeduje niz visokoprecizne i visokostabilne mjerne opreme, kao što su X/β-zračni mjerač površinske gustoće, laserski mjerač debljine, integrirani CDM mjerač debljine i površinske gustoće itd., koji su sposobni za online praćenje indeksa jezgre elektrode litijum-jonske baterije, uključujući neto količinu premaza, debljinu, debljinu područja prorjeđivanja i površinsku gustoću.
Osim toga, Dacheng Precision također provodi promjene u tehnologiji nerazornih ispitivanja i lansirao je Super X-Ray mjerač površinske gustoće baziran na poluprovodničkim detektorima u čvrstom stanju i infracrveni mjerač debljine baziran na principu infracrvene spektralne apsorpcije. Debljina organskih materijala može se precizno izmjeriti, a tačnost je bolja od uvozne opreme.
Slika 1 Super X-Ray mjerač površinske gustoće
3. Ultrazvučnitdebljinammjerenjettehnologija
Dacheng Precision je oduvijek bio posvećen istraživanju i razvoju inovativnih tehnologija. Pored gore navedenih rješenja za nerazorna ispitivanja, razvija i ultrazvučnu tehnologiju mjerenja debljine. U poređenju s drugim rješenjima za inspekciju, ultrazvučno mjerenje debljine ima sljedeće karakteristike.
3.1 Princip ultrazvučnog mjerenja debljine
Ultrazvučni mjerač debljine mjeri debljinu na osnovu principa metode refleksije ultrazvučnog impulsa. Kada ultrazvučni impuls koji emituje sonda prođe kroz mjereni objekt i dođe do granica materijala, impulsni talas se reflektuje nazad do sonde. Debljina mjerenog objekta može se odrediti preciznim mjerenjem vremena širenja ultrazvuka.
H=1/2*(V*t)
Gotovo svi proizvodi od metala, plastike, kompozitnih materijala, keramike, stakla, staklenih vlakana ili gume mogu se mjeriti na ovaj način, a ovaj način se može široko koristiti u naftnoj, hemijskoj, metalurškoj, brodogradnji, avijaciji, vazduhoplovstvu i drugim oblastima.
3.2Aprednostiod tebeUltrazvučno mjerenje debljine
Tradicionalno rješenje koristi metodu prenosa zraka za mjerenje ukupne količine premaza, a zatim oduzimanje za izračunavanje vrijednosti neto količine premaza elektrode litijumske baterije. Dok ultrazvučni mjerač debljine može direktno izmjeriti vrijednost zbog drugačijeg principa mjerenja.
①Ultrazvučni talas ima jaku prodornost zbog svoje kraće talasne dužine i primjenjiv je na širok spektar materijala.
② Ultrazvučni snop može se koncentrirati u određenom smjeru i putuje pravolinijski kroz medij, s dobrom usmjerenošću.
③ Nema potrebe za brigom o sigurnosti jer nema zračenja.
Međutim, uprkos činjenici da ultrazvučno mjerenje debljine ima takve prednosti, u poređenju sa nekoliko tehnologija mjerenja debljine koje je Dacheng Precision već plasirao na tržište, primjena ultrazvučnog mjerenja debljine ima neka ograničenja, kao što slijedi.
3.3 Ograničenja primjene ultrazvučnog mjerenja debljine
①Ultrazvučni pretvarač: ultrazvučni pretvarač, odnosno gore spomenuta ultrazvučna sonda, ključna je komponenta ultrazvučnih mjerača i sposobna je za prijenos i primanje pulsnih valova. Njegovi osnovni pokazatelji, radna frekvencija i tačnost vremena, određuju tačnost mjerenja debljine. Trenutni vrhunski ultrazvučni pretvarači i dalje ovise o uvozu iz inostranstva, čija je cijena visoka.
②Ujednačenost materijala: kao što je spomenuto u osnovnim principima, ultrazvuk će se reflektirati nazad na granične površine materijala. Refleksiju uzrokuju nagle promjene akustične impedancije, a ujednačenost akustične impedancije određena je ujednačenošću materijala. Ako materijal koji se mjeri nije ujednačen, signal odjeka će proizvesti mnogo šuma, što će utjecati na rezultate mjerenja.
③ Hrapavost: hrapavost površine mjerenog objekta uzrokovat će slabu reflektiranu eho frekvenciju ili čak nemogućnost prijema eho signala;
④Temperatura: suština ultrazvuka je da se mehaničke vibracije čestica medija šire u obliku talasa, koji se ne mogu odvojiti od interakcije čestica medija. Makroskopska manifestacija termičkog kretanja samih čestica medija je temperatura, a termičko kretanje će prirodno uticati na interakciju između čestica medija. Dakle, temperatura ima veliki uticaj na rezultate mjerenja.
Kod konvencionalnog ultrazvučnog mjerenja debljine zasnovanog na principu pulsnog odjeka, temperatura ruku ljudi će uticati na temperaturu sonde, što će dovesti do pomjeranja nulte tačke mjerača.
⑤Stabilnost: zvučni val je mehanička vibracija čestica medija u obliku širenja vala. Osjetljiv je na vanjske smetnje, a prikupljeni signal nije stabilan.
⑥Medijum za spajanje: ultrazvuk će se oslabiti u zraku, dok se može dobro širiti u tekućinama i čvrstim tvarima. Kako bi se bolje primio signal odjeka, obično se između ultrazvučne sonde i mjerenog objekta dodaje tekući medij za spajanje, što ne pogoduje razvoju automatiziranog programa inspekcije putem interneta.
Drugi faktori, kao što su ultrazvučna fazna inverzija ili distorzija, zakrivljenost, konusnost ili ekscentričnost površine mjerenog objekta, uticaće na rezultate mjerenja.
Može se vidjeti da ultrazvučno mjerenje debljine ima mnoge prednosti. Međutim, trenutno se ne može porediti s drugim metodama mjerenja debljine zbog svojih ograničenja.
3.4UNapredak istraživanja ultrazvučnog mjerenja debljineodDačengPpreciziranje
Dacheng Precision je oduvijek bio posvećen istraživanju i razvoju. U oblasti ultrazvučnog mjerenja debljine također je ostvario određeni napredak. Neki od rezultata istraživanja prikazani su u nastavku.
3.4.1 Eksperimentalni uslovi
Anoda je fiksirana na radnom stolu, a za mjerenje fiksne tačke koristi se samostalno razvijena visokofrekventna ultrazvučna sonda.

Slika 2 Ultrazvučno mjerenje debljine
3.4.2 Eksperimentalni podaci
Eksperimentalni podaci su prikazani u obliku A-skeniranja i B-skeniranja. U A-skeniranju, X-osa predstavlja vrijeme ultrazvučne transmisije, a Y-osa intenzitet reflektiranog vala. B-skeniranje prikazuje dvodimenzionalnu sliku profila paralelnu sa smjerom širenja brzine zvuka i okomitu na izmjerenu površinu ispitivanog objekta.
Iz A-skena se može vidjeti da je amplituda povratnog pulsnog vala na spoju grafita i bakrene folije znatno veća nego kod drugih talasnih oblika. Debljina grafitnog premaza može se dobiti izračunavanjem akustične putanje ultrazvučnog vala u grafitnom mediju.
Ukupno 5 puta podaci su testirani na dvije pozicije, Tačka 1 i Tačka 2, a akustični put grafita u Tački 1 bio je 0,0340 us, a akustični put grafita u Tački 2 bio je 0,0300 us, sa visokom preciznošću ponovljivosti.
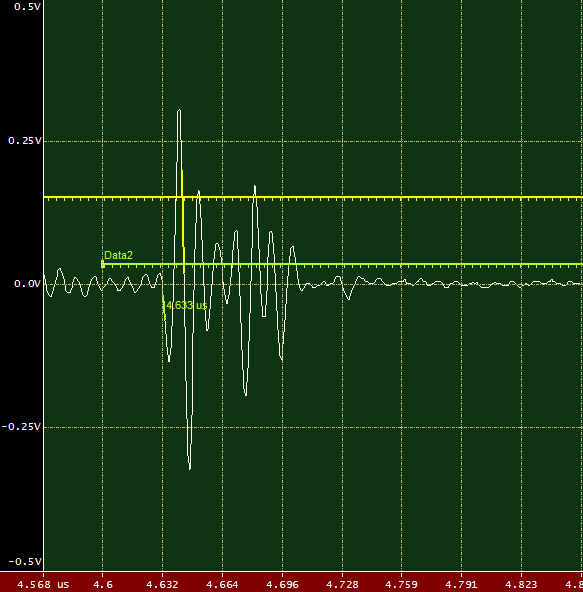
Slika 3 A-sken signal
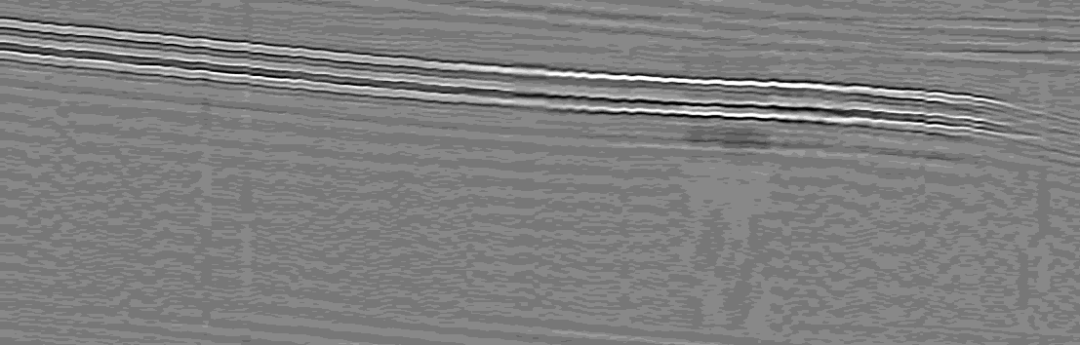
Slika 4 B-sken slika
Sl. 1 X=450, slika B-skeniranja u ravni YZ
Tačka1 X=450 Y=110
Akustični put: 0,0340 us
Debljina: 0,0340 (us) * 3950 (m/s) / 2 = 67,15 (μm)
Tačka2 X=450 Y=145
Akustični put: 0,0300 us
Debljina: 0,0300 (us) * 3950 (m/s) / 2 = 59,25 (μm)
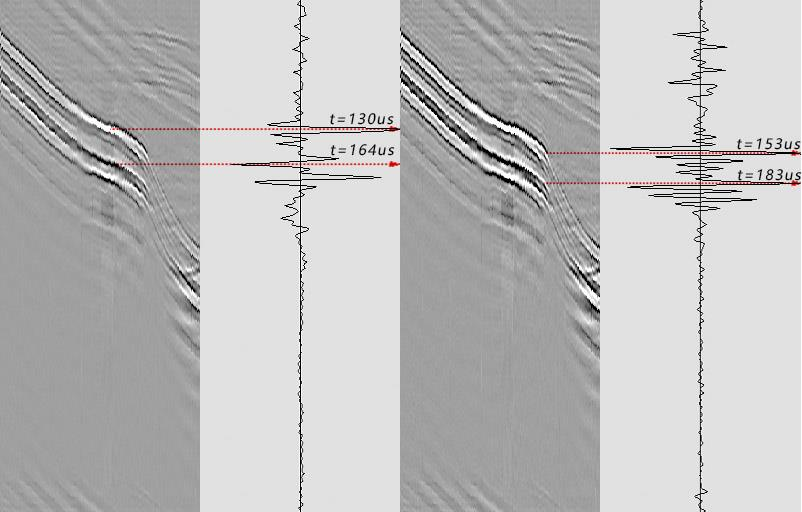
Slika 5 Slika dvotačkastog testa
4. Ssažetakod litijbaterijaelektroda tehnologija mjerenja neto premaza
Ultrazvučna tehnologija ispitivanja, kao jedno od važnih sredstava tehnologije nerazornih ispitivanja, pruža efikasnu i univerzalnu metodu za procjenu mikrostrukture i mehaničkih svojstava čvrstih materijala i otkrivanje njihovih mikro- i makro-diskontinuiteta. Suočena s potražnjom za automatiziranim online mjerenjem neto količine premaza elektrode litijumske baterije, metoda prijenosa zraka i dalje ima veću prednost zbog karakteristika samog ultrazvuka i tehničkih problema koje treba riješiti.
Dacheng Precision, kao stručnjak za mjerenje elektroda, nastavit će provoditi dubinska istraživanja i razvoj inovativnih tehnologija, uključujući ultrazvučnu tehnologiju mjerenja debljine, doprinoseći razvoju i probojima nerazornih ispitivanja!
Vrijeme objave: 21. septembar 2023.




